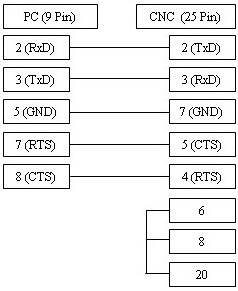
RS232 Cable.
9pin computer to 25pin CNC
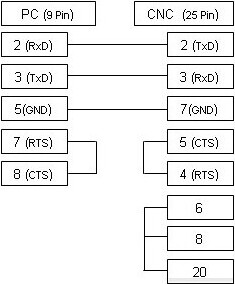
The simple three wire cable shown above is the most common for this type of control and is compatible with the xOn/xOff (DC1/DC3) flow control suggested on this page.
If you intend using RTS/CTS flow control then an alternative cable shown here is compatible with both xOn/xOff and RTS/CTS.
{kind=link}